Explosion Protection for Dust Collection
Dust explosions and fires in the biomass industry, including pellet manufacturing plants, are not unusual occurrences. The elements needed for an explosion, usually multiple things working together—fuel, oxygen, confinement and dust dispersion—can originate in multiple equipment areas within the facility: hammermills, conveyors, dryers, coolers or storage vessels. After that, the only missing ingredient needed for a potentially devastating explosion is an ignition source. One process vessel most prone to dust explosions is the Air-Material Separator (AMS), which in a pellet plant can be a dust collector/baghouse or cyclone.
The purpose of the AMS is to separate the fines from the airstream, which makes these vessels among the most susceptible to explosions within the entire process. The driest and finest dust within the process stream is usually found in these vessels—the smaller and drier the particle, the lower the ignition energy required to initiate an event. Adding to this threat is the smaller the particle size for a given product, the more surface area by volume is available for heat absorption, resulting in a more dynamic explosion with a higher deflagration index. Another significant risk is that many pellet processes use a central dust collector, aspirating off several vessels. An explosion in the dust collector can propagate through the inlet duct to multiple vessels upstream, causing secondary explosions with devastating results.
For any facility, the first line of defense must be prevention. This should include many of the following practices:
• Proper grounding and bonding for static control
• Magnetic separators or other means to identify and remove tramp metal
• Bearing temperature monitoring or linear heat detection
• Electrical equipment rated for the hazard area
• Housekeeping to minimize residual dust buildup
• Spark detection and suppression on conveyors and dust lines
• Hazardous awareness training
A dust hazard analysis (DHA) should be conducted to identify areas of risk within the facility and indicate strategies to minimize the potential for an explosion during normal operating and upset conditions. Because abnormal conditions can happen, NFPA 652 (Fundamentals of Combustible Dust) and NFPA 664 (Wood Processing Facilities) require that the AMS be equipped with explosion protection. The most common forms of protection found in pellet plants are explosion venting, flameless venting, suppression and isolation.
Explosion vents are panels that are strategically located on the sides of the baghouse, or on top of the cyclone. These panels rupture from deflagration pressures, creating an opening that will release a fireball as well as burnt and unburnt dust. Venting is designed to reduce the pressure buildup within the protected vessel to below that which would cause vessel rupture. Typically, vents are of two styles: flat (normal for baghouses) or domed (an option for pressure-cycling vessels).
When considering explosion vents, the most important factor must be whether the vented fireball can be directed to a safe outside area where no equipment, buildings or personnel may be present. The fireball from a vented explosion can eject 50 feet or more. Flame ejection calculation formulas are found in NFPA 68 (Deflagration Venting).
Flameless venting combines an explosion relief vent with a metal mesh trap. Like a standard explosion relief vent, the flameless vent's membrane, installed on the process vessel, opens during a deflagration. But unlike standard relief vent, the flame and most of the heat from the deflagration is absorbed by the mesh trap, with the deflagration overpressure discharged outside the vessel. Note that a safety perimeter must still be established around the flameless vent to protect workers from the discharge.
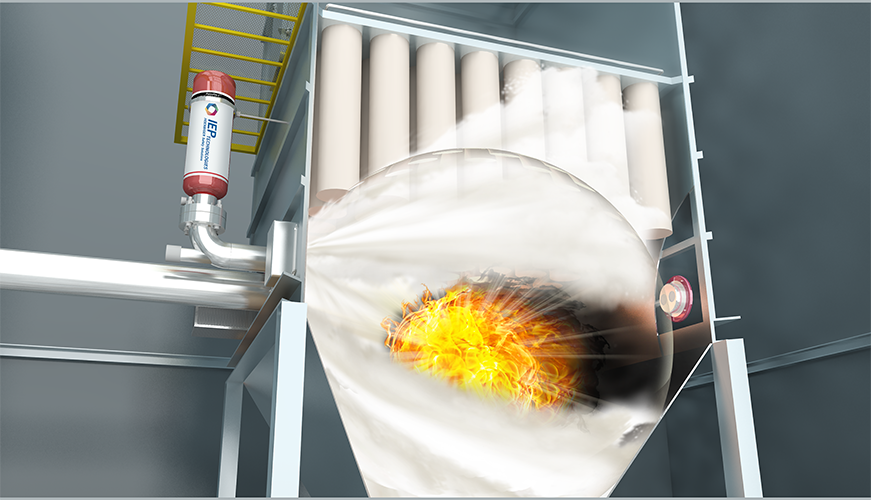
An explosion suppression system detects the incipient deflagration and, within milliseconds, injects a dry chemical extinguishing agent into the protected vessel to suppress the explosion before damaging pressure buildup can occur. These systems typically use pressure sensors as a means of detection. Static detectors with a set pressure setting have been commonly used in the past, but rate-of-pressure- rise detectors are becoming much more prevalent due to their high immunity against inadvertent operation from normal operating pressure fluctuations.
Regardless of the protection solution used, flame propagation to connected vessels remains a high threat unless explosion isolation is installed. Passive solutions can include a rotary gate valve that meets the requirements of NFPA 69 (Explosion Prevention), or a flap-style isolation valve on the AMS inlet. Flap valves are closed by the pressure wave preceding the flame propagating through the duct, to prevent the fireball from moving further upstream. When considering flap-style isolation valves, care must be taken to ensure that the valve is designed and approved for the specific application.
Two active explosion isolation techniques are also options. Chemical explosion isolation is typically used in conjunction with explosion suppression systems, or on vessels equipped with explosion venting where flap valves cannot be employed, such as on vertical ducts. High-speed gate valves can also be used for isolation, although because of their cost, these valves are less frequently employed in pellet plants than other isolation techniques.
While the AMS is critical to maintain good housekeeping and reducing the risk of a secondary explosion inside the facility, it is one of the most susceptible vessels to an explosion at the plant. Developing sound explosion prevention strategies, combined with suitable explosion protection, will help limit the explosion risk to operators and the facility.
IEP Technologies - Austria
(HOERBIGER Safety Solutions)
Tel. +43 1 22440 2287
IEP Technologies - Sweden
(HOERBIGER Safety Solutions)
Tel. +46 70 564 3306
IEP Technologies - Finland
Tel. +358 10 325 358 0
IEP Technologies – Switzerland
Tel. +41 62 207 10 10
IEP Technologies – France
(HOERBIGER Safety Solutions)
Tel. +33 (0) 4 90 86 01 01
IEP Technologies – Turkey
Tel. +90 232 484 4412
IEP Technologies – Germany
Tel. +49 2102 5889 0
IEP Technologies – UK
Tel. +44 1242 283 060
IEP Technologies - Italy
(HOERBIGER Safety Solutions)
Tel. +39 045 2370762
IEP Technologies – Latin America
(HOERBIGER Safety Solutions)
Tel. +55 (11) 4446 7400
IEP Technologies – USA
Tel. +1-855-793-8407
IEP Technologies – China
(HOERBIGER Safety Solutions)
Tel. +86 21 6485 0855
IEP Technologies - Korea
(HOERBIGER Safety Solutions)
Tel. +82 10 2579 8077
IEP Technologies - Malaysia
(HOERBIGER Safety Solutions)
Tel. +6012-3783969
IEP Technologies – South East Asia
(HOERBIGER Safety Solutions)
Tel. +65 6890 0770

